
MACHINE DE CONTRÔLE
ET TRI DE VISSERIE

Contrôle
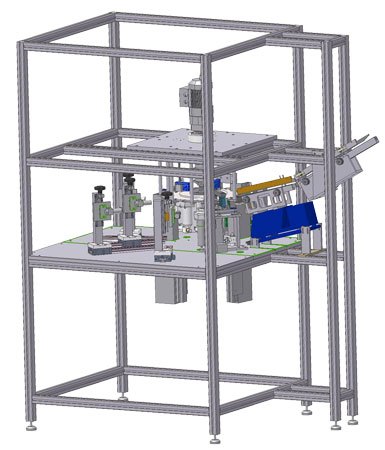
Notre machine de contrôle et de tri dynamique de visserie consiste en un convoyeur qui alimente une table tournante où s’effectuent les différentes mesures de contrôle :
• contrôle dimensionnel par système optique
• contrôle de fissures
• contrôle de l’empreinte des têtes de vis,…
A la sortie de la table, les pièces sont triées (bonnes ou mauvaises)
Il est possible de contrôler jusqu’à 180 vis par minute.
Les différents postes de la machine sont les suivants :
• Collecteur de vis puis convoyeur linéaire
• Machine de base avec table rotative à 36 positions pour le contrôle des vis
• Contrôle de l’empreinte de la tête de vis
• Analyse d’images pour contrôle géométrique de la pièce
• Contrôle de fissures sur 360°
• Tri avec pièces acceptées et pièces rejetées
• Convoyeur à rouleaux pour les pièces acceptées
Ce descriptif montre le schéma de principe de nos machines et il est à noter que chaque machine est conçue spécifiquement pour s’adapter à vos pièces et à votre cahier des charges.
Dimensions des vis que l’on peut contrôler :
Type : Entre M5 et M14
Longueur de vis : 15 à 150 mm
Diamètre de la tête de vis : jusqu’à 30 mm


Analyse d’images par caméra
Avec l’analyse d’images par caméra, il est possible d’effectuer les critères de tri suivants :
• Diamètre de la tête de vis
• Hauteur de la tête de vis
• Présence ou non d’une collerette
• Présence ou non d’une rondelle
• Présence ou non d’un filetage
• Diamètre de la collerette
• Diamètre (mini et maxi) du filetage
• Longueur du filetage
• Pas du filetage
• Longueur totale
• Forme de la pointe de la vis

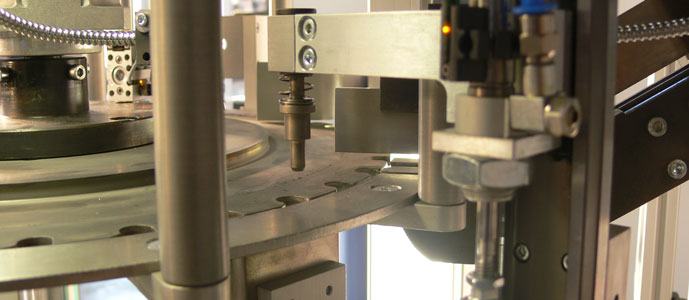
Détection de fissures
A l’aide d’un convoyeur linéaire, les vis sont amenées au bord de la table rotative. Lorsqu’elles atteignent la station de détection de fissures, les vis sont mises en rotation au moyen de 2 courroies. La sonde pour la détection de fissures va se déplacer de manière synchronisée avec la vis. Chaque vis tourne à une vitesse de 800 tr/min devant la sonde, il y a un minimum de 3 rotations durant la mesure pour assurer au système une haute certitude de contrôle.
Après le cycle de mesure, la sonde retourne en position de départ. Le résultat est enregistré dans un registre mémoire du PLC en relation avec la position. Les pièces acceptées seront guidées et les pièces rejetées seront éjectées mécaniquement.
Collecte, convoyage et rangement des vis
Pour le transport des vis, nous vous proposons :
• collecteur cylindrique tournant
• bol vibrant
• convoyeur linéaire
• collecteur par palier
Pour le rangement des vis, nous vous proposons :
- Convoyeur à rouleaux pour la mise en bacs ou en cartons
- Bacs plastiques
- Cartons
Ci-après des vidéos de nos réalisations sur visseries :
Contrôles géométriques, contrôles de fissures sur têtes de vis, contrôles d’empreintes de vis, contrôles de vissage d’ensembles, le tout pour une vitesse maxi pouvant aller jusqu’à 180 vis par minute.
Machines de Contrôle et de Tri

Dureté et Microdureté
En savoir plus
Modernisation de machines
En savoir plus
Essais Non Destructifs
En savoir plus
Machines d’essais universelles
En savoir plus
Pesons de traction et compression à ressorts
En savoir plus
anneaux dynamométriques
En savoir plus
dynamomètre hydrauliques
En savoir plus
dynamomètre manuels mécaniques et électroniques
En savoir plus
dynamomètre de levage
En savoir plus
masses
En savoir plus
balances industrielles
En savoir plus